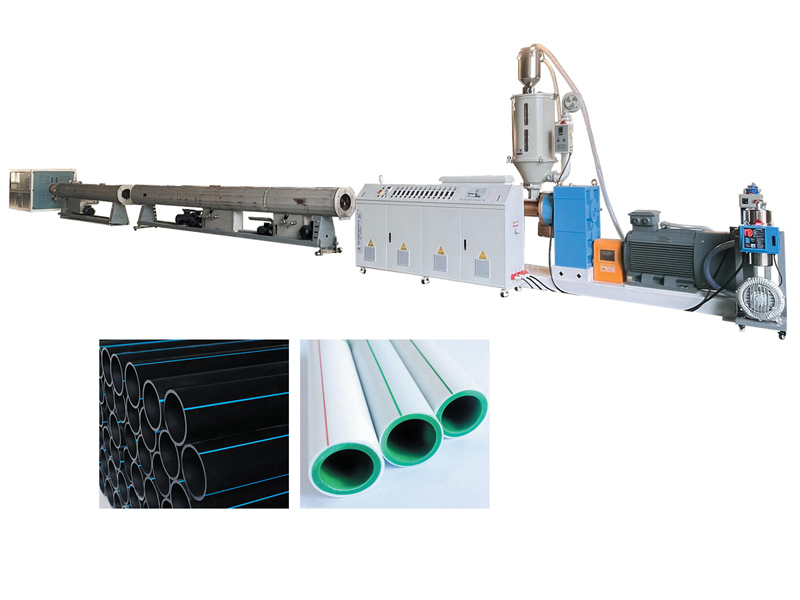
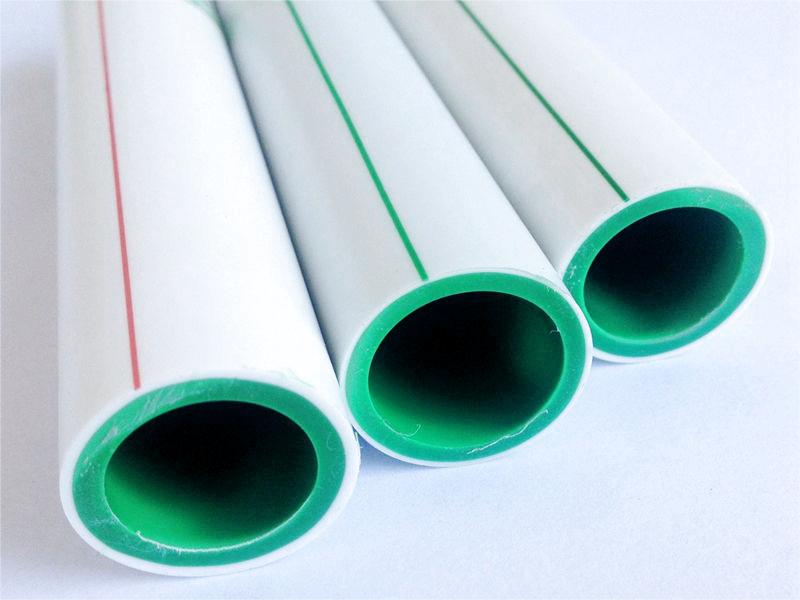
How to solve PPR pipe surface quality problem?
PPR (random copolymer polypropylene) pipes are widely used in building water supply and drainage, HVAC, industrial pipelines and other fields due to their corrosion resistance, high temperature resistance, impact resistance and other characteristics. Its surface quality not only affects the appearance, but may also reflect the internal performance (such as raw material purity, processing technology stability).
Here, Sure's engineering team analyzes the surface quality problems of PPR pipes and provides corresponding solutions:
· Possible reasons:
· The mold runner is not smooth (such as the inner wall has coke or impurities), and the melt flow is blocked.
· The cooling water temperature is too high (the recommended cooling water temperature of PPR pipe is 15-25℃), and the surface is not solidified in time.
· The fixed diameter sleeve is not aligned with the center of the mold, resulting in eccentric friction of the pipe.
· resolvent :
· Remove the mold and remove the coke in the runner with a copper brush or special cleaning agent (avoid using a steel wire brush to damage the surface).
· Reduce the cooling water temperature and check whether the water circulation system is smooth.
· Calibrate the center of the die and the sizing sleeve, and adjust the concentricity (deviation <0.5mm).
· Possible reasons:
· The gap between the core die and the mouth die is not adjusted properly (such as inconsistent tightening of bolts).
· The traction machine is not parallel to the axis of the mold, and the traction force is eccentric.
· The melt pressure is unstable (such as the fluctuation of extrusion), resulting in uneven material flow.
· resolvent :
· Fine adjust the mold adjustment bolt, and measure the gap with a feeler (error <0.05mm) to ensure that the circumference is uniform.
· Calibrate the traction machine track to make the traction direction consistent with the mold axis.
· Stable extrusion (refer to the solution of "unstable extrusion") and increase the melt pump pressure when necessary.